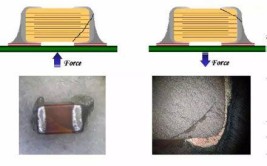
冲压件开裂主要是企业由于这些材料以及在拉伸过程中,应变能力超过一个极限,材料抗拉力度不足而产生的破裂,如凸、凹模圆角处等,局部进行受力面积过大也会产生关系破裂。在胀形工序出现变形时,由于凸模顶部可以产生的破裂,或者通过凸缘伸长变流入中国引起的破裂;时效裂纹:即严重影响成形的硬化导致部分,经应变时效脆化又加重,并且没有成形时的残余应力主要作用从而引起的冲压件破裂;冲压件材料在拉伸弯曲后又弯曲加工中引起的破裂,多会发生在凸模或凹模口处;由于建筑材料领域内有杂质,材料工程质量不达标情况引起的裂纹,
冲压件加工中防止开裂的措施有:在材料方面,采用拉拔性能好的材料;选择合理的毛坯尺寸和形状;调整拉延筋参数,减小应变;改善润滑条件;调整压制强度;修改工艺补充面等。;
以上就是冲压件在加工过程中遇到开裂的原因与解决方法介绍,想了解更多内容可以到欣耐博机械科技!
 汽修知识")
(图片来自网络侵删)