毛刺产生影响:
1、人机工程角度来看毛刺会割伤扎伤相关操作工,导致安全事故.
2、毛刺会影响后期焊接匹配,如孔的毛刺会影响凸焊螺母焊接强度,面的毛刺会影响面的匹配造成焊接总成变形。
 汽修知识")
(图片来自网络侵删)
3、毛刺会影响后期零件电泳质量,造成流挂现象,同时很容易造成总装时将线束割断。
造成毛刺出现的原因分析:
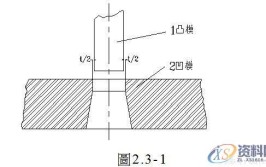
1、首先毛刺出现于冲裁间隙,刀口状态,刃口吃入量,刃口垂直度等因素有关
2、冲裁间隙导致毛刺主要有基本有两种毛刺:“松毛刺”(毛刺通常出现圆角带), “紧毛刺”(毛刺通常出现光亮带)这两种毛刺都可以通过肉眼观察零件或者在压机上或者线下确认模具刀口间隙得出结论。
3、上下模刀口如果出现崩刃等缺陷很容易造成毛刺,这种毛刺通过观察模具刃口再将缺陷处补焊修顺就可以解决。
4、当刃口吃入量过多时很容易造成毛刺,通过划线确认刃口吃入量,保证废料刀处在3mm以内刃口吃入量,零件周圈在5mm以内刃口吃入量。
5、当刀口出现垂直度不良(俗称“大肚子”刀口),很容易造成挤压毛刺,可以通过线上蓝单确认刀口状态或者下线通过直角尺确认刀口垂直度。
现场解决:基于上面原因的分析,现场观察修边毛刺对应的区域下模刀口刃口有崩刃,通过观察零件的毛刺初步判断为“松毛刺”为刀口间隙大了。通过塞尺确定间隙为0.35mm左右,证明了间隙大了,通过补焊将刀口间隙控制在0.15到0.2之间并将崩刃处修复,上机试模毛刺解决。