一、螺纹孔滑牙鱼骨图;
螺纹孔滑牙本质上是螺纹拔脱力小于设计值或组装时所需的最小值,如下鱼骨图介绍了一些引起螺丝滑牙的常见因素;
 汽修知识")
(图片来自网络侵删)
往期好文:压铸件的设计,这几点很容易忽略!
二、滑牙的主要原因分析和整改措施;
1.螺纹孔内材质疏松或孔内有砂孔;
原因:a.浇口速度低;b.铸造压力低;c.排气不畅;d.进胶方案不合理;
对策:a.提高浇口速度;b.提高铸造压力,并确保铸造系统的压力稳定;c.增加排气,增加抽芯,挤压销等;d.修改进胶方案;
另外,还要在图纸上增加规定,如M3~M5螺孔的前4颗牙不允许有砂孔、气孔,材质疏松等压铸缺陷,螺纹孔内无毛刺;
往期好文:你有没有考虑过压铸件重量的公差?
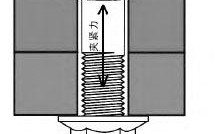
2.锁附的有效螺牙数量偏少;
原因:a.设计缺陷;b.螺钉柱上有顶针,且顶针印过深;c.机加工倒角过大;
对策:a.螺钉吃牙数量排查(公差分析);b.管控顶针印深度(或所有螺钉柱表面做CNC);c.增加倒角大小管控;
另外,在图纸上建议规定,如max顶针印深度0.2;M3螺纹倒角C0.3±0.1,m4螺纹倒角C0.5±0.1;
往期好文:Nokia在用的螺钉都是什么材质?力学性能如何?
3.在制作上螺牙的饱和率低;(小径偏大)
原因:a.机加工底孔偏大或小径超过下限;b.化学药品对螺牙的腐蚀;
对策;a.对小径进行管控;b.控制化学药水的使用次数或时间等;
针对风险批次一定要提高抽检比例,尽可能对不良产品进行拦截;
往期好文:压铸材料ADC12、ADC10和ADC1的性能和参数对比!
4.产线组装作业不当;
原因:a.电批扭矩偏大;b.打歪;
对策:a.开线前扭矩校验;b.借助治具、工装等进行锁附;
铝合金和镁合金的有什么区别?
SurTec 650一般用于压铸件、铝合金的三价铬钝化液!
「螺栓断裂」有这5类情况,下面是原因分析!