01 问题描述
驾驶员执行直线规范时,副车架位置哒哒异响,经检查发现左后副车架固定螺栓断裂, 图片如下。试验车辆多次出现副车架扭矩衰减的现象,这辆车螺栓断裂初判是扭矩衰减导致。
02 失效原因分析
 汽修知识")
对于是哪些原因导致了扭矩衰减导,使用鱼骨图进行分析:
在排除了螺栓的零件质量有缺陷后,把工作重点放到摩擦系数、螺栓需要提供的轴力校核和车架装配过程的细节中。
2.1 摩擦系数影响因素分析
由于副车架和车身的结合面是带滚花齿端面,从表格中三个维度考虑摩擦系数的影响因素:
具体说明如下:
a、套管和车身钣金硬度差
对标车副车架套比车身钣金件硬度大40HV以上形成嵌入式的压痕,从未发生过松动,基于车身钣金件硬度(183HV)一致,核查问题车套管的硬度。
问题车的套管没有经过热处理,硬度偏低,和钣金件没有有效的硬度差。
b、套筒滚花齿形
问题车的滚花齿形比对标车的齿形宽,过渡圆角半径不合格。
滚花齿形图纸要求:
问题车滚花齿形实际形状:
c、副车架套筒和车身套筒端面压配面积比示意图
d、压痕对比试验
对比不同车型的连接面形成压痕的情况,问题车没有形成有效的压痕。
2.2 螺栓涂胶的影响
由于螺栓为涂胶件,且设计摩擦系数与实际不符,导致设计轴力低于实际需求,螺栓扭矩衰减,可能导致螺栓断裂。
2.3 拧紧方式对比
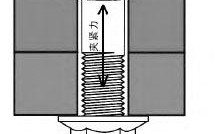
副车架前固定点轴力校核,原先采用扭矩法,现在改为扭矩转角法进行对比计算。
2.4 检查副车架套筒和车身的接触情况
副车架与车身纵梁未贴合(存在间隙)
03 主要原因分析
1、车架与车身纵梁未贴合(存在间隙)。车身套管内螺纹随车身电泳,漆层厚度较厚,使螺纹配合间隙小;螺栓为涂胶零件,由于螺纹间隙小和螺纹啮合较长,在拧紧过程中,锁固胶不断往后面的螺纹堆积, 使温度升高,造成锁固胶在拧紧过程中固化,影响螺栓拧紧,最终导致副车架与车身纵梁未贴合。
2、螺栓为涂胶件,且设计摩擦系数与实际不符,导致设计轴力低于实际需求。
3、套管没有经过热处理,硬度偏低,和钣金件没有有效的硬度差。
4、套筒滚花齿形不合格。
5、车架套管和车身套管的压配比太小。
04、解决措施
1、取消副车架安装螺栓的锁固胶,消除锁固胶对副车架安装造成的不良影响。
2、调整轴力,采用转角法,去除摩擦系数的影响,扭矩值由180N.m改为150N.m+70°。
扭矩转角法的轴力测量数据:
3、提高套管硬度,更换套筒材料由10b21改为10C,进行局部渗碳+淬火热处理。更改后的硬度值:
4、修改滚花齿形的模具,使其符合图纸要求。
5、更改车身套管,加强支架微调,增加套管压配比。
05 改进效果
多个措施实施后,此安装点没有再发生试验和售后问题。
今天的话题,就分享到这里,不当之处,欢迎批评指正;若您有任何疑问或建议,或需要进群交流的小伙伴,可关注螺丝君微信公众号:GAF螺丝君(GAF-luosijun)