今天我们就来谈谈注塑模具热流道的使用及故障点的解决。
(一)热流道的结构:
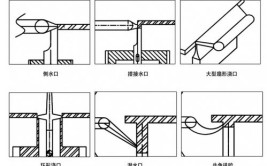
热流道浇注系统主要可以分为两类:一类是有分流板和分喷嘴的热流道浇注系统;另一类是没有分流板及主流道喷嘴的热流道浇注系统。
 汽修知识")
热流道浇注系统结构主要有:主流道喷嘴、分流板、分喷嘴、加温和测温元件、安装和紧固零件、(个别热流道还必须有:阀针、气缸、隔热帽、密封圈等)组成。
(二)热流道的使用:
1.在使用之前必须确认模具上热流道插座里的加温线和感温线的排列顺序是否符合所在公司《注塑模具制造规范》上的要求。
2.模具上热流道插座里加热线和感温线的排列顺序也必须和温控箱及温控箱连接线上的顺序保持一致,防止顺序不一致烧坏感温线。
3.对于阀针式热流道还必须接通模具上控制阀针动作的电磁阀及气缸上的进出气的气管。
4.热流道加温时候,开启温控箱上的加温开关必须一段一段打开,一段开始升温了再开下一段,切勿一次性打开。
5.对于个别热流道分喷嘴处有水路密封圈的模具,必须在给热流道加温的同时,开启模具的冷却系统。防止分喷嘴上的加热圈高温烧坏水路密封圈。
6.如遇热嘴不出胶,切勿随意增加温控箱设置的温度或者用火枪烧烤喷嘴,应该先检查螺杆温度是否到位和螺杆射嘴是否堵住。(如果是阀针热流道还需检查电磁阀动作是否正常、气缸是否通气等。)
7.切勿在热流道模具生产过程中,清理定模分型面(开放式喷嘴热流道)。防止热流道内的溶胶因加温过高分解爆炸,溶胶喷出烫伤操作人员。(如:pom料等)
(三)热流道故障点分析与解决
1.akoma 亚克玛温控箱报警代码:
2.YUDO 柳道万和温控箱报警代码:
3. 生产中热流道出现的其它异常及解决方法:
本文作者:微注塑特约作者 张平波
本文为微注塑原创文章,未经许可,任何人或组织不得复制、转载、摘编或以其他任何形式的商业应用!
版权所有,侵权必究!