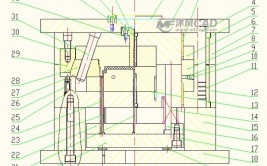
悬臂式高精度高速线材生产线的预精轧机、精轧机。预精轧机为平- 立交替布置, 精轧机为45°侧 交布置, 其轧辊轴与辊环之间采用摩根进口锥套式无键联接。锥套(见图1) 用于支撑和固定辊环。锥套装入辊环的内孔, 装配时保证辊环以轧辊轴的轴肩定位, 然后通过专用液压装卸工具将锥套的锥形内孔涨 紧在带有锥度的轧辊轴和辊环之间。辊环内孔与锥套外圆、锥套内锥孔与轧辊间均为过盈配合面, 以此来保证锥套不会在轧辊轴上产生轴向的移动和轴向的转动。辊环、锥套轧辊轴间精确的装配, 提高了产品尺寸精度。因摩根轧机进口锥套价格昂贵, 成本高, 故逐渐采用国产锥套予以替代, 但在转化过程中出现了锥 套断裂、轧辊轴被研磨、辊环炸裂等事故。
2 、导致锥套出现故障的原因
2.1 、处理工艺不当
 汽修知识")
摩根式锥套的材质为 SA E4142 合金结构钢(5 250 mm 锥套) 和A ISI17- 4PH 沉淀型耐热不锈 钢(5 150 mm 锥套)。其结构(见图2) 特点是锥套内 孔较大, 锥套的壁较薄, 最高转速为 10 990 röm in, 要求动平衡力矩达5 000 (N ·m ); 轧辊轴与锥套配 合的锥体处接触面积大于85% , 并要求锥套尺寸及 形位公差精度高, 表面粗糙度为014, 内锥孔形状公 此为 IT 5 级, 外径与锥孔的同轴度位置公差为 IT 6 级。锥套国产化时, 忽视了外方的加工规范和质量验 收标准, 热处理工艺导致了钢材综合性能差。若表面 未进行镀铬处理, 则锥套的外表面易生锈; 打磨后其 尺寸很难达到要求, 造成了生产中事故的发生。
2.2 、清洁操作不当
拆卸下来的锥套在再次使用前要用尼龙网状砂 纸仔细清洗内锥面和外圆装配面, 保证装配面无锈 斑、毛刺、划痕等表面缺陷; 再用皱纹纸将锥套擦干 净, 用专用除油氟利昂溶液清洗, 表面洁净后, 不得 再用手接触锥套装配面; 最后用专用装配工具将锥 套插入辊环的内孔。若砂纸太粗, 则会损伤锥套, 造 成锥套表面划痕; 若砂纸太细, 则去污力太弱, 锥套 表面的氧化铁皮不易去掉, 用皱纹纸将锥套擦干净 的过程中, 皱纹纸会掉毛, 造成锥套表面留有毛尘, 很难清洗干净。如果锥套表面清理、油污清洗不规 范, 且装配不当, 则极易导致锥套研磨报废。
2.3、 锥套与辊环尺寸不符
若锥套与辊环过盈配合稍大, 则会造成锥套轴 向划伤且难于装拆; 若两者间隙稍大, 则会造成锥套 径向划伤且锈蚀严重, 所以此配合尺寸至关重要。如 果在制造中只注重各零件的尺寸, 对装配精度、形位 公差未给予足够重视, 则零件加工过程中不可避免地 会产生的加工偏差, 最终综合反映在装配精度上, 诗 装配精度、配合公差达不到要求, 导致锥套提前报废。
3、 改进措施
3.1 、锥套材质选择及制造工艺改进
常用摩根式锥套的材料为SA E4142, 对应中国 材料为40CrM nM o。通过对锥套结构材质和工艺技 术的不断探索及与摩根式锥套的对比, 最终选择的 锥套材质为40CrN iM oA。
3.1.1 、锥套的材质选择
国内外几种锥套的化学成分如表1 所示。材料 40CrM nM o 和40CrN iM oA 热处理和力学性能的比 较结果如表2 所示。因为锥套在大于800 ℃的高温环 井下工作, 从表2 可知40CrN iM oA 是一种在高温下 具有高强度和蠕变强度的高淬透性钢, 经调质处理 后组织为均匀细针状回火索氏体、游离铁素体含量 ≤5% , 其热处理和力学性能相对较好, 故选用 40CrN iM oA 作为锥套的材料。
3.1.2、 锥套的制造工艺改进
锥套制造的工艺流程为模锻制坯→正火→粗车 →调质→精切削→表面淬火→表面镀铬→研磨。
工艺改进措施如下:
(1) 正火处理, 去除应力、改善切削性能;
(2) 出车时留单边加工余量5 mm;
(3) 调质处理, 温度860±10°C 油淬, 610±10°C 回火, 硬度为269~ 312 HB (28~ 34HRC);
(4) 表面淬火, 硬度为48~ 52HRC;
(5) 表面镀铬, 增强锥套的耐磨性、预防生锈;
( 6) 研磨, 保证锥套内孔与外圆的同轴度为 5 0102 mm。
3.2、 制定操作规范
(1) 生产中选择合适的尼龙网状砂纸型号, 用绸 布替代皱纹纸; 合理编制锥套清理的操作规范, 要求 操作人员严格按照操作规范执行, 避免用手接触装 配面现象的发生; 彻底清洗轧辊轴, 保证装配表面无 油脂; 锥套、轧辊轴接触面低于85% 不再使用; 使用 专用的装配工具。
(2) 通过对进口图纸的加工公差、装配精度重新 进行查阅, 并对以前使用的情况进行分析总结, 规定 辊环和锥套间隙为 0101~ 0103 mm; 实行辊环和锥 套编号制, 辊环号和锥套号对应安装; 装配时用木锤 或尼仓锤轻轻、均匀敲打, 严禁用铁锤敲打, 彻底解 却因配合尺寸不合理引起的锥套报废。
4、 改进效果
通过以上改进, 锥套的使用寿命延长至3~ 5 个 月, 与进口锥套使用寿命相当, 而价格仅为进口锥套 的1ö3 左右。5 结束语 采用改进工艺制造的国产锥套工艺技术可行, 且成本仅为进口锥套的 1ö3 左右, 经济效益十分显著。
更多精彩内容,尽在【云轧钢】公众号。