今天这条视频将带你全方位的了解丝锥技巧与使用和挑选方法。无论是使用什么丝锥,以及关于螺纹的进给计算方法等等。坚持看完之后,你在丝锥攻螺纹时将不会出现任何问题。桌子上的这些全都是丝锥,它们各不相同,这种可能是最为优秀的手动攻丝工具。而这种则是适用于特定类型的孔。还有一些是用于特定类型材料的丝锥,它们的使用方法也各不相同。
如果你想要了解这些,请跟着我们耐心看完。一个丝锥与另一个丝锥产生差异的地方就是这里,靠进尖端的位置。丝锥的切割面会首先接触螺纹,事实证明这里切割的角度,会对丝锥产生非常大的影响。为了让大家理解更清楚这个角度,我们这里先来做一个小实验。
·如果我们把这里的铲子设置成副角度,向左一点,雪会被推向哪个方向?雪肯定是向左跑也就是朝屏幕的下方。

·如果现在将铲子设置为正角,向右一点,我们可以想象到雪会被推向另一个方向,也就是朝我们屏幕的上方。如果将铲子设置为正前方,雪就会往任意方向去跑。现在知道了改变铲子的角度,就会知道雪会被推向哪边。同样的道理,我们也可以根据丝锥切割面的角度,来判断和控制切屑的方向。
·现在这里有三支丝锥,先端丝锥,螺旋丝锥和直槽丝锥。这些丝锥之间的排屑槽有些不一样,但是我们先不考虑这个。先看丝锥的尖端刃口,前端刃口是最终的地方。我们现在随便找一支丝锥,就可以知道铁屑是往下还是往上排。和我们前面测试的一样,端丝维会将切唇向下推到孔中,螺旋丝锥会将切唇往上排出孔,直槽丝锥会将切唇向下或向上排出。知道切属往哪里排出非常重要,它关系到如何正确使用丝锥,以及执行正确的程式码。
·现在有一个盲孔工件,这时如果使用先端丝锥就必须非常小心,先端丝攻的切属会往丝锥刃口的前端排出。如果孔的底部没有足够的空间,这些切户则会磨损你的丝锥,甚至是把丝锥弄断。但不是所有的切屑都是这样。有些加工材料的切舌比较长,如钢铝等,这种长切屑材料必须要从某个地方排出,无论是向上排出还是向下排出,我们的先端丝锥或螺旋丝锥,根据它们切刃角度就可以决定切履的方向。
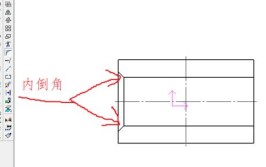
有些材料像如铸铁是粉末状切属,这种制造出来的短碎属我们会用直槽丝锥。切舌的方向只是攻丝的一部分。现在来看丝锥的另一个特性:尖端上的倒角。这三种丝锥展示了我们最初常见的倒角:锥度、塞装、底螺丝锥。这种有四到五个牙的倒角就是塞螺丝锥。同样的斜螺丝锥有八到九个倒角牙,底螺丝锥有一到两个倒角牙。这些是丝锥的专有名字。
这里有一个直槽的塞螺丝锥,这是底螺丝锥,只要听到丝锥名称,我们就要知道切舌会往哪里排出和知道它有几个牙的倒角,这是直底螺纹直槽丝锥。有一到两个牙的倒角,但是要记住,任何一个不同类型的倒角丝锥,都可以应用在这些丝锥类型上。
现在我们就来举一个例子来说明,我们为什么会选择这个丝锥?这是一个盲孔工件,这个孔没有被贯穿整个工件,工程师要求要有四分之三英寸的攻牙深度,但孔不允许被贯穿。如果用塞螺直槽丝锥,它只有五个倒角的螺纹,无法让我们达到足够的深度。因此对于这个特殊的螺纹孔,我们必须要用底螺丝锥。
如果我们攻牙的深度非常接近孔底部,我们不会考虑使用先端丝锥,因为它会把切往前推,所以我们会使用螺旋的底螺丝锥。在强调一下,我们不想孔的底部有切唇,使用这种先端丝锥切舌无法在盲孔工件中排出,并且丝锥会因为这些切舌而断裂。
螺旋丝锥的价格通常比较高,更进一步说螺旋丝锥的切削力是所有丝锥中最大的,它的切削负载分散在两个螺纹牙上,前两个牙为倒角的螺纹,这意味着塞螺丝锥的磨损会比底螺丝锥更快。除此之外,螺旋丝锥在中心上,也比其他的先端丝锥更脆弱。
→螺旋丝锥需要有足够的排空间让螺旋切唇脱离,也需要留冷却液进去的空间。因为这些原因排屑槽会研磨的比较深,所以导致中心变得比先端丝锥更薄弱。
→如果你断掉了一支丝锥,有可能是你使用底螺丝锥在很硬的材料上,因为它的刚性不是很好。如果你断掉的是一只先端丝锥,你可能是把它用在了盲孔上导致切屋排不出来。
→塞形倒角的先端丝锥通常是我们的首选,它有厚实的中心,因为排屑槽不需要研磨太深,铁屑有空间往上排出。先端塞螺丝锥可以将切削负载和磨损分散在四到五个牙上的倒角,需要的扭矩更低,也比底部倒角的丝锥使用的时间更长。因此我们尽可能的使用塞形倒角的先端丝锥。
→螺旋丝锥可以用来加工特殊的孔,比如到底的盲孔。现在如果我们必须要在一些零件上手动攻螺纹,最好拿一个锥形倒角的丝锥。这样做的理由是它很容易在孔上自定心。如果你是用一个底部倒角的丝锥来手动攻螺纹就会很难对齐。如果是手动攻螺纹,至少要选一个塞形倒角的丝锥。最好的情况是锥形倒角的丝锥。
→如果你需要加工到盲孔的底部,先用塞形倒角丝锥或锥形倒角丝锥,然后用底部倒角丝锥,作为一个全能大师。现在我们来讨论如何对这些丝锥进行正确的编程。
→这里的三个螺纹孔使用了完全相同的G代码,它们都使用G84-z1的深度。当我们装上螺栓时,可以看到螺栓伸出来的部分明显不同,原因在于我们使用了不同倒角的丝锥,所以我们才没有在同一位置上获得完整的螺纹。
左边是由最小倒角的丝锥加工出来,中间使用的是塞形倒角的丝锥,右边是底部倒角的丝锥。因为如果你使用的是先端丝锥,你必须考虑五个额外的螺纹深度。所以,如果想要全螺纹必须要再增加五个螺纹的深度。
现在给大家做最后的总结:首先要保证冷却液浓度不要过低,攻螺纹时需要冷却液的浓度更高。这正确的设置喷嘴甚至是使用TSC,检查程序,主页也有关于如何计算攻螺纹进给率的视频,还要确保使用正确的底孔钻直径。
→要知道攻螺纹可以使用钻头的尺寸范围,有时也可以使用更大直径的钻头,这样可以更容易攻螺纹,同时依然可以保持公差,始终检查钻孔深度。考虑钻头和丝锥前面的角度。
→有些丝锥需要磨掉尖头才能使用,对于标准的118度角度钻头,你可以将直径D乘以零点三,这样就可以得到该点的长度。
→最后也可以与刀具商沟通,我们了解的螺纹超出你的想象。
最后提一下,以上不同丝锥的叫法可能各不相同,但是它们所使用的方法却都是一样的。